咨询电话:0510-80693588
0510-80693587
联系传真:0510-86379938
移动电话:13801520360 15335212688
联系QQ:1515912188
联系邮箱:1515912188 qq.com
联系微信:15335212688
联系地址:江阴市华士镇陆桥陆南村宜文工业区
发表时间:2019-03-28浏览次数:
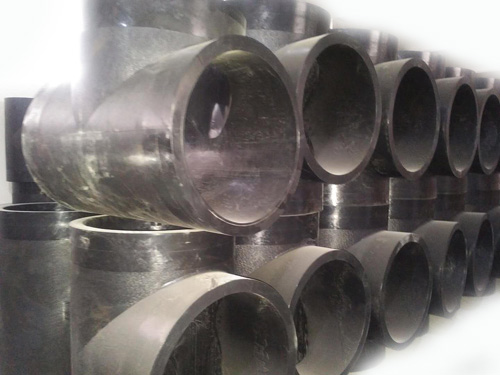
800PE管件的焊接质量与环境温度,实际焊接过程中.管件直径,管件质量等息息相关,且不定因素颇多,这就使得管件的焊 接工艺趋于复杂化.现将焊接工艺中焊接过程定义为"预热—熔 接一坚持一冷却"四个阶段,每个阶段实施不同的焊接参数,从而实现对管件的可靠焊接.
800PE管件这样就需要使用到多段焊接技术.进入电熔焊机生产领域的企业大多数PE管道生产企业或者热板焊机生产企业,PE管件电熔焊机的焊接领域主要集中PE管道行业.专业的电力电子企业较少涉足该领域.由于电熔焊机能量控制技术属于变流技术领域,技术门槛相对较高许多企业的非专业制造导致现阶段国产电熔焊机可靠性较差,稳压精度低,不能适应大范围的电压动摇.因此PE管道的焊接质量也就无法得到可靠保证.
国外产品基本采用此方案.这种方案的优点是控制精度高,晶闸管调压是目前普遍采用的一种方案.对电网电压动摇,管件阻值变化等各种扰动量通过无静差的闭环控制可以得到消 除对环境温度可以进行加热时间或能量上的弥补,一个经济,可靠的技术方案
800PE管件.恒流焊接,现在市场上的电熔焊机焊接方式主要有三种类型:恒压焊接.恒功率焊接.PE管件焊接的目的使管件在熔接端面上实现紧密的连接,即通过对PE管件接头中电热丝的加热实现管件与接头资料可靠的融合.但由于在焊接中焊接端面的温度很难测量,因而单一的焊接参数使用会对管件焊接质量带来隐患.如参数设置过高则可能导致管件冒浆,变型而形成过渡焊接,由于能量增长过 快或能量分布不均匀而导致管件碳化;参数设置过低则可能导致管件焊接不可靠,端面熔接面积较少.






















 客服
客服